通过技术融合形成的新一代加热技术。
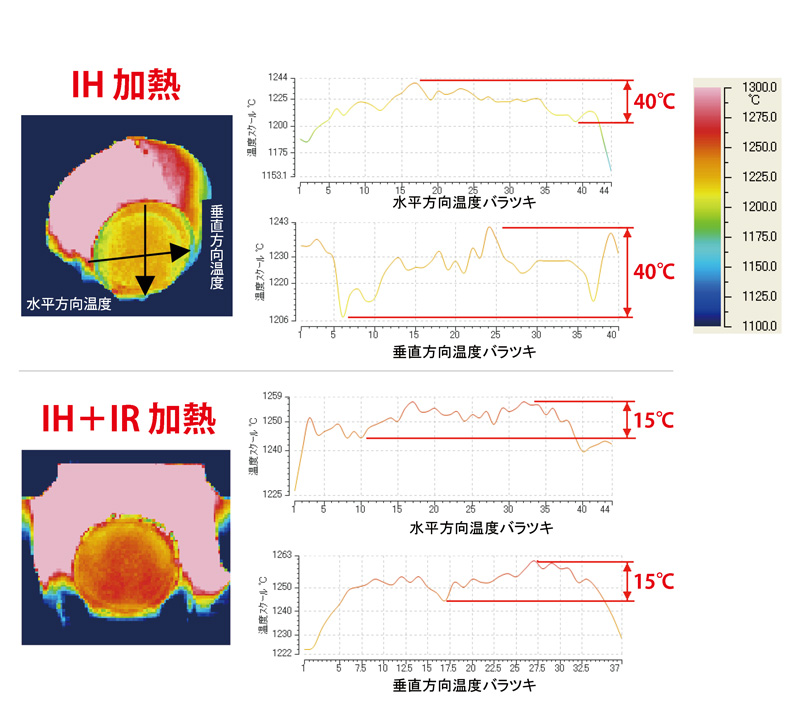
为弥补电磁感应(IH)加热和远红外线(IR)加热的缺点,充分利用两种加热方式的优点进行混合式加热,从而突破传统技术的瓶颈,使效率提高20%以上
特点
传统技术
传统技术的说明、课题/弱点等
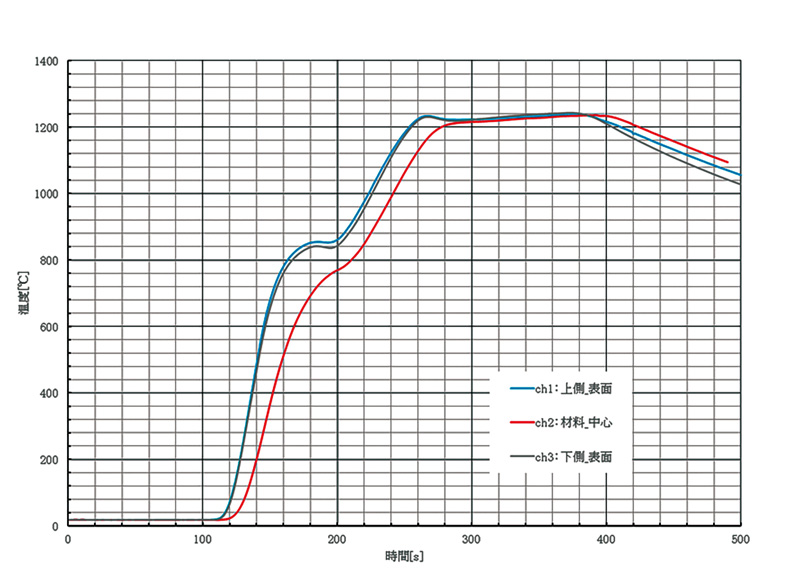
材料加热是锻造加工的前置工序,通常使用能够快速加热的电磁感应加热炉,但温度均匀性和能效受限。
①传统技术的课题/弱点
*电磁感应锻造加热炉的热效率:50~55%
[加热温度的均匀控制和频率转换效率受限,需要提高加热效率。]
*直接通电的电阻加热效率:70~80%
[难以用于加热温度均匀性和外形(直径)面性状不佳的锻造用切割材料。]
②下游厂商的课题和需求
*锻造产品的成本削减(减少空耗)
*提高锻造产品的量产质量
*能够在保持质量的同时迅速且灵活地应对生产量变化的供货系统
新技术
新技术的说明、成果/效果等
本公司研发出加热效率高、辐射率高、在锻造加热中有效运用远红外线(IR)加热(热效率:60~70%)的加热技术和电磁感应加热与远红外线加热相融合的新型复合炉(混合式加热炉),并进一步研发出锻造加热系统。
①锻造加热能效成果[效果]
节省能源 与以往相比,研发的混合式加热炉可节省20%的能源。此外,二氧化碳排放量削减36200ton-CO2/y。
②暂停及开始操作时的空耗削减成果[效果]
削减损耗 通过削减暂停和开始操作时的热能散失量,将以往产生的15%损耗控制在2%以内。
参考数据
用途
热锻、钢坯加热等